Bolts are common fasteners, and correctly selecting and inspecting their dimensions and thread parameters is crucial. Mismatched dimensions or threads can lead to loosening, breakage, and even accidents. This article provides a step-by-step guide on how to accurately measure bolts using tools like calipers, including their nominal diameter, length, thread pitch, and specifications. This helps purchasing and technical personnel easily select the right fasteners.
Preparing Measuring Tools
Vernier caliper/digital caliper (0.01 mm accuracy), thread checker, notepad and pen.
Measuring Diameter
The outer diameter of fully threaded or partially threaded bolts, screws, and studs is called the nominal diameter. Use the jaws of a vernier caliper to clamp onto the OD peak of the thread.

Head Measurement
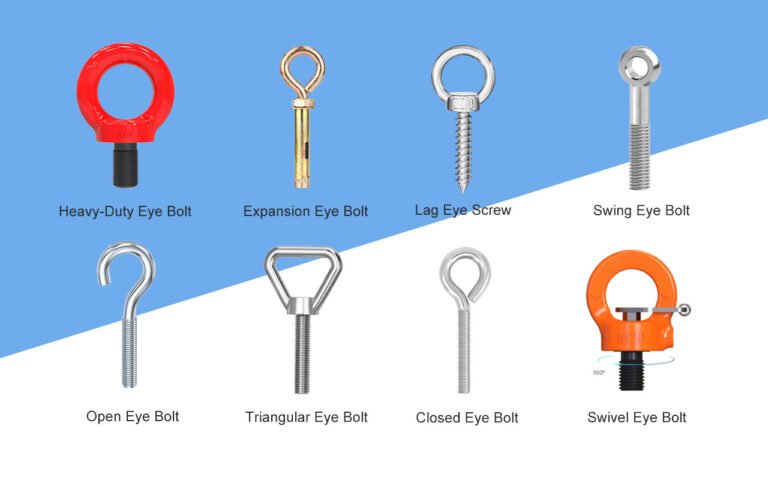
There are many types of bolts: hexagonal head, round head, countersunk head, square head, etc. Let’s take a hexagonal head bolt as an example. Let’s take the hexagonal head bolt as an example. Use a vernier caliper to clamp the bolt head and measure its thickness and opposite side length.


Length Measurement
The length of a fully threaded bolt (L) and the length of a partially threaded bolt (b) are shown in the figure as the measurement parameters for half-threaded DIN 931 and full-threaded DIN 933.


DIN 933 Dimensions
| mm | P | da max | e min | k min | k max | r min | s max | s min |
|---|---|---|---|---|---|---|---|---|
| M1.6 | 0.35 | 2 | 3.41 | 0.98 | 1.22 | 0.1 | 3.2 | 3.02 |
| M1.7 | 0.35 | 2.1 | 3.82 | 1.33 | 1.08 | 0.1 | 3.5 | 3.32 |
| M2 | 0.4 | 2.6 | 4.32 | 1.28 | 1.52 | 0.1 | 4 | 3.82 |
| M2.3 | 0.45 | 2.9 | 4.95 | 1.73 | 1.48 | 0.1 | 4.5 | 4.32 |
| M2.5 | 0.45 | 3.1 | 5.45 | 1.58 | 1.82 | 0.1 | 5 | 4.82 |
| M2.6 | 0.45 | 3.2 | 5.51 | 1.93 | 1.68 | 0.1 | 5 | 4.82 |
| M3 | 0.5 | 3.6 | 6.01 | 1.88 | 2.12 | 0.1 | 5.5 | 5.32 |
| M3.5 | 0.6 | 4.1 | 6.58 | 2.28 | 2.52 | 0.1 | 6 | 5.82 |
| M4 | 0.7 | 4.7 | 7.66 | 2.68 | 2.92 | 0.2 | 7 | 6.78 |
| M5 | 0.8 | 5.7 | 8.79 | 3.35 | 3.65 | 0.2 | 8 | 7.78 |
| M6 | 1 | 6.8 | 11.05 | 3.85 | 4.15 | 0.25 | 10 | 9.78 |
| M7 | 1 | 7.8 | 12.12 | 4.65 | 4.95 | 0.25 | 11 | 10.73 |
| M8 | 1.25 | 9.2 | 14.38 | 5.15 | 5.45 | 0.4 | 13 | 12.73 |
| M10 | 1.5 | 11.2 | 18.9 | 6.22 | 6.56 | 0.4 | 17 | 16.73 |
| M12 | 1.75 | 13.7 | 21.1 | 7.32 | 7.68 | 0.6 | 19 | 18.67 |
| M14 | 2 | 15.7 | 24.49 | 8.62 | 8.98 | 0.6 | 22 | 21.67 |
| M16 | 2 | 17.7 | 26.75 | 9.82 | 10.18 | 0.6 | 24 | 23.67 |
| M18 | 2.5 | 20.2 | 30.14 | 11.28 | 11.72 | 0.6 | 27 | 26.67 |
| M20 | 2.5 | 22.4 | 33.53 | 12.28 | 12.72 | 0.8 | 30 | 29.67 |
| M22 | 2.5 | 24.4 | 35.72 | 13.78 | 14.22 | 0.8 | 32 | 31.61 |
| M24 | 3 | 26.4 | 39.98 | 14.78 | 15.22 | 0.8 | 36 | 35.38 |
| M27 | 3 | 30.4 | 45.2 | 16.65 | 17.35 | 1 | 41 | 40 |
| M30 | 3.5 | 33.4 | 50.85 | 18.28 | 19.12 | 1 | 46 | 45 |
| M33 | 3.5 | 36.4 | 55.37 | 20.58 | 21.42 | 1 | 50 | 49 |
| M36 | 4 | 39.4 | 60.79 | 22.08 | 22.92 | 1 | 55 | 53.8 |
| M39 | 4 | 42.4 | 66.44 | 24.58 | 25.42 | 1 | 60 | 58.8 |
| M42 | 4.5 | 45.6 | 71.3 | 25.58 | 26.42 | 1.2 | 65 | 63.1 |
| M45 | 4.5 | 48.6 | 76.95 | 27.58 | 28.42 | 1.2 | 70 | 68.1 |
| M48 | 5 | 52.6 | 82.6 | 29.58 | 30.42 | 1.6 | 75 | 73.1 |
| M52 | 5 | 56.6 | 88.25 | 32.5 | 33.5 | 1.6 | 80 | 78.1 |
Thread Measurement
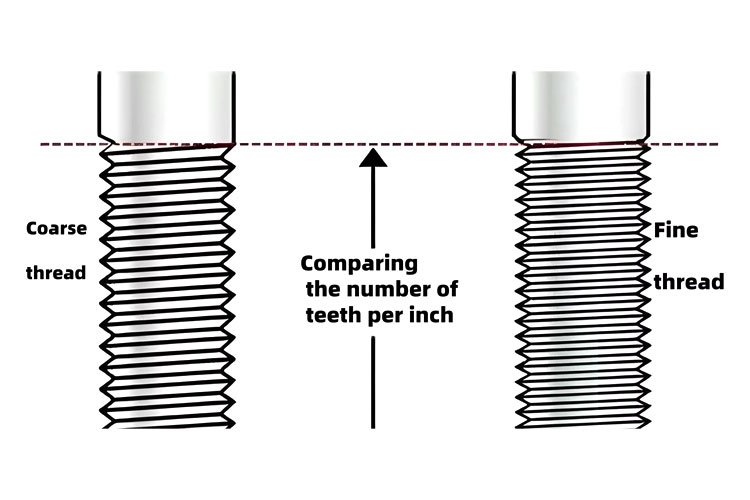
Threads are categorized into metric and imperial threads, including UNC thread, UNF thread, ISO thread, full thread, half thread, coarse thread, fine thread, regular thread, and reverse thread. Metric thread is a universally recognized unit of measurement, while imperial thread is commonly used in the United States and the United Kingdom. One inch is approximately equal to 25.4 mm. Thread pitch measurement applies to metric fasteners, while threads per inch measurement applies to imperial fasteners.
Tooth Distance Measurement
Metric threads are expressed using pitch, which is the distance between two adjacent tooth tips (unit: mm). Use a caliper to measure the total length of a multiple of the pitch and divide by the number of threads. For example, M8 x 1.25 (8mm diameter, 1.25mm pitch). UNC/UNF threads are expressed using “threads per inch” (TPI). Use a thread gauge or hold the bolt against a one-inch ruler to measure the number of threads per inch. For example, 1/4″-20 (1/4 inch diameter, 20 threads per inch).
You can also use a homemade thread tester to test external threads (bolts, screws) and internal threads (nuts), with a measuring range from metric M4 to M12; imperial 6# to 1/2″.