What Is the Cold Heading Process for Fasteners?
Cold heading for fasteners is a forging method that uses molds and cold heading equipment to upset metal bars into shape at room temperature.
Cold heading is commonly used to manufacture the heads of screws, bolts, rivets, etc. It is a metal plastic deformation technique that does not require heating the material.
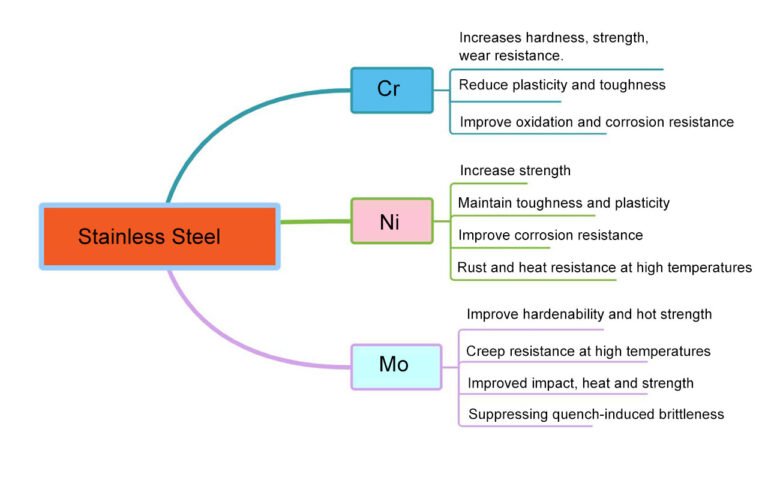
Upsetting blanks can be made of copper, aluminum, carbon steel, alloy steel, stainless steel, and titanium alloys, etc.
Unlike hot forging, cold heading does not require heating to high temperatures, resulting in a denser material structure, a smoother surface, and better dimensional accuracy.
Fastener cold heading is performed on a dedicated cold heading machine. Common cold heading equipment includes multi-station cold heading machines, thread rolling machines, and die combination systems. This facilitates continuous, multi-station, and automated production. The cold heading machine can sequentially complete processes such as cutting, heading, gathering, forming, chamfering, thread rolling, diameter reduction and edge trimming.
Cold Heading Process Diagram
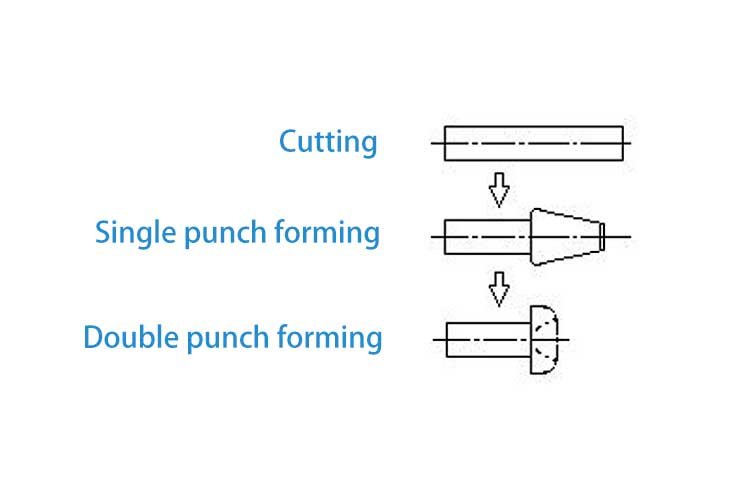
Cold heading is a process in which material is placed into a die and subjected to multiple stamping operations within a machine. The first punch provides the initial shape of the workpiece, and then the second punch completes the shape of the head.
After two stamping operations, a ejector pin pushes the workpiece out of the die. Using a multi-die head (up to 5 dies) allows for the creation of more complex shapes.
What Are the Advantages of Cold Heading
Cold heading (extrusion) is a processing method with high comprehensive economic benefits for fasteners and irregular parts. It is a widely used processing method in the fastener industry and an advanced processing method that is widely used and has great potential for development internationally.
- High Utilization of Steel
Cold heading (extrusion) is a machining method with little or no cutting. For example, when machining hexagonal head bolts and cylindrical head socket head cap screws, the steel utilization rate is only 25% to 35% when using cutting methods, but the utilization rate of cold heading (extrusion) can be as high as 85% to 95%, with only some process consumption for the material head, tail and cutting of the hexagonal head edges.
- High Productivity
Multi-station cold heading (extrusion) forming is dozens of times more efficient than machining. It can produce parts very quickly and automatically, sometimes up to 200 parts per minute.
- Excellent Mechanical Properties
Fasteners processed by cold heading (extrusion) have complete metal fiber flow lines and a dense structure. The tensile strength, hardness, and fatigue strength of the products are far superior to those produced by machining.
- Eco-Friendly
It requires no heating furnace, consumes little energy, and produces little pollution, which aligns with the concept of green manufacturing.
What Are the Limitations of Cold Heading
High-quality metal materials with good plasticity must be selected, such as carbon steel, aluminum, copper, and certain grades of stainless steel, whose chemical composition and mechanical properties are subject to strict standards.
The workpiece forming and forging forces are large, and the power equipment is expensive; the investment cost of cold forging dies is also high.
The design and setup for cold forging can take several hours.
For small-batch parts, cold heading is not always an economical and efficient method.
It is not suitable for large or complex-shaped fasteners, especially for workpieces that require large deformation.
For more information about fastener cold heading, please contact BD Fastener at: info@bdfastener.com.
Selection of Raw Material
The raw materials must undergo spheroidizing annealing treatment, and the metallographic structure of the materials is spheroid pearlite.
To minimize cracking and extend mold life, the cold-drawn material should have the lowest possible hardness to improve plasticity.
The dimensional accuracy of raw materials should generally be determined based on the specific requirements of the product and the process conditions. Multi-station cold heading machines have lower requirements for the accuracy of diameter reduction and forced reduction dimensions.
The surface quality requirements for raw materials include a matte, dark-colored lubricating film, and the surface must be free from defects such as scratches, folds, cracks, roughness, rust, scale, pits, and pockmarks.
The total thickness of the decarburized layer in the radial direction of the raw material must not exceed 1% of the raw material diameter.
To ensure cutting quality during cold forming, the raw material should have a relatively hard surface and a relatively soft core.
The raw materials should undergo cold heading tests, as cold work hardening increases resistance to deformation. The lower the material’s sensitivity to cold work hardening, the better.
Selection of Cold Heading Forming Oil
In the cold forging process, cold heading oil plays a role in lubrication and protection, which can reduce die wear and prevent workpiece surface scratches.
It has excellent extreme pressure lubrication performance, high temperature resistance, extreme pressure anti-wear properties, rust prevention, and high temperature oxidation stability. It can improve the precision and surface finish of machined parts, prevent mold sintering, meet the multi-station forming processing requirements of standard and non-standard parts, and is fully capable of processing cold-headed stainless steel workpieces.
Minimizes oil fumes and “drift fog,” meeting the stringent requirements of multi-die punching machines processing nuts with strong shrinkage dies.
Offers excellent processing performance for products with large deformation, such as hollow, high-strength bolts, sleeves, and hollow and semi-hollow stainless steel rivets.
Effectively protects punches (pins) and dies, extending their service life and reducing overall costs.
Excellent heat dissipation, preventing excessively high local temperatures in the workpiece and die during cold forming.
High temperature resistance, less prone to sludge formation. Low odor and low smoke, protecting the operating environment.
Cold heading forming oil needs to have certain rust prevention properties to meet the rust prevention requirements between processing steps.
It can meet the demanding cold heading of stainless steel and the large deformation of carbon steel.
Fastener Manufacturing Process
Annealing
The wire is heated to a suitable temperature, held for a certain period of time, and then slowly cooled to adjust the crystal structure, reduce hardness, and improve the wire’s plasticity and cold forging properties.
Feeding: Place the product to be processed into the furnace, ensuring the furnace lid is tightly closed. One furnace can typically process 7 rolls (approximately 1.2 tons/roll) at the same time.
Heating: Slowly raise the temperature inside the furnace (about 3-4 hours) to the specified temperature.
Thermal insulation: 1018 and 1022 wires are kept at 680℃-715℃ for 4-6 hours, and 10B21, 1039, and CH38F wires are kept at 740℃-760℃ for 5.5-7.5 hours.
Cooling: Slowly (about 3-4 hours) reduce the temperature inside the furnace to below 550°C, and then cool it down to room temperature along with the furnace.
Quality control
Hardness: The hardness of 1018 and 1022 wire after annealing is HV120-170, and the hardness of medium carbon wire after annealing is HV120-180.
Appearance: The surface must be free of oxide film and decarburization.
Pickling
Remove the oxide film from the surface of the wire and form a phosphate film on the metal surface to reduce scratches on the dies and molds during wire drawing, cold heading, or forming processes.
Pickling: Immerse the entire coil in three hydrochloric acid baths at room temperature and a concentration of 20-25% for several minutes. The purpose is to remove the oxide film on the surface of the wire.
Clean water: Removes hydrochloric acid corrosion products from the surface of the wire.
Oxalic acid: Increases the activity of metals, making the film formed in the next process more dense.
Coating treatment: The wire rod is immersed in phosphate, and the steel surface comes into contact with the chemical treatment solution. The steel dissolves to form insoluble compounds (such as Zn2Fe(Po4)2·4H2o), which adhere to the steel surface to form a coating.
Clean water: Removes residue from the surface of the skin.
Lubricant: Since the coefficient of friction of phosphate film is not very low, it cannot provide sufficient lubrication during processing. However, it can react with metal soap (such as sodium soap) to form a hard metal soap layer, which can increase its lubrication performance.
Wire Drawing
The wire diameter is drawn to the required size using a wire drawing die.
Cold Heading
The screw head, shank, and other shapes are formed by continuous stamping on a multi-station cold heading machine.
Hex bolts (four-die four-punch or three-die three-punch)
- Cutting: The wire stuck in the cutting die is cut into the required blank by the movable scissors moving in one direction.
- First Punch: The rear punch presses against the blank, squeezing it to initially shape it. Then, the rear punch ejects the blank.
- Second Punch: The blank enters the second die, where it is squeezed to form a flattened round shape. Then, the rear punch ejects the blank.
- Third Punch: The blank enters the third die, where it is sheared by the hexagonal die core, initially forming a hexagonal head. Then, the rear punch pushes the blank into the third die, where the cutting end cuts off the hexagonal head, forming the final hexagonal shape.
Screws (one-die two-punch)
- Cutting: The movable shears move unidirectionally to cut the wire stuck in the die into blanks.
- First Punch: With the die fixed in place, the first punch initially shapes the head of the product, allowing for complete shaping in the next punch. For a straight groove, the die is a concave, elliptical groove; for a cross groove, the die is a concave, square groove.
- Second Punch: After the first punch, the entire die set moves, and the second punch moves forward to the front of the die, ultimately shaping the product. The blank is then pushed out by the rear punch.
Thread Rolling
Threading is achieved by rolling or tapping semi-finished products. For bolts (screws), this is called thread rolling; for nuts, it’s called thread tapping; and for threaded rods, it’s called thread rolling.
Thread Rolling: Thread rolling involves fixing one threading plate while another movable plate moves the product, using compression to induce plastic deformation and form the desired thread.
Tapping: Tapping is the process of using a tap to tap a nut to create a thread.
Thread Rolling: Thread rolling uses two corresponding thread rolling rollers rotating in the same direction, using compression to induce plastic deformation and form the desired thread. Thread rolling is commonly used for threaded rods.
Heat Treatment
Different heat treatment methods can be selected depending on the object and purpose.
Quenched and tempered steel: quenched followed by high-temperature tempering (500-650℃)
Spring steel: quenched followed by medium-temperature tempering (420-520℃)
Carburized steel: carburized, quenched, and then low-temperature tempering (150-250℃)
Surface Treatment
Surface treatment is the process of forming a coating layer on the surface of a workpiece using certain methods. Its purpose is to give the product a beautiful appearance and corrosion resistance. The surface treatment methods can be categorized into the following types:
- Electroplating
The fasteners to be electroplated are immersed in an aqueous solution containing the metal compound to be deposited. An electric current is passed through the plating solution, causing the metal to precipitate and deposit onto the fasteners.
Electroplating includes zinc, copper, nickel, chromium, copper-nickel alloys, and sometimes also includes processes such as bluing and phosphating.
- Hot-dip galvanizing
The carbon steel fasteners are immersed in a molten zinc plating bath at a temperature of approximately 510°C. The result is that the iron-zinc alloy on the steel surface gradually transforms into passivated zinc on the outer surface of the product. Hot-dip aluminizing is a similar process.
- Mechanical plating
The coating is applied to the product surface by impacting it with particles of the plating metal and then cold-welding the coating onto the product surface.
Appearance quality
The quality of electroplating is primarily measured by its corrosion resistance, followed by its appearance. Corrosion resistance is determined by simulating the product’s working environment, setting up test conditions, and subjecting it to corrosion tests. The quality of electroplated products is controlled from the following aspects:
- Appearance
The surface of the product shall not have any local unplated areas, scorching, roughness, dullness, peeling, skin formation, or obvious streaks. It shall not have pinholes, black plating residue, loose passivation film, cracks, peeling, or severe passivation marks.
- Coating thickness
The service life of fasteners in corrosive atmospheres is directly proportional to their coating thickness. The generally recommended thickness for economical electroplating is 0.00015 in to 0.0005 in (4 to 12 μm). The standard average thickness for hot-dip galvanizing is 54 μm (43 μm for nominal diameter ≤ 3/8), and the minimum thickness is 43 μm (37 μm for nominal diameter ≤ 3/8).
- Coating distribution
The way the coating accumulates on the surface of the fastener varies depending on the deposition method used. During electroplating, the plating metal is not uniformly deposited on the outer edges, but a thicker plating layer is obtained at the corners.
In the threaded portion of the fastener, the thickest coating is located at the thread crest, gradually thinning along the thread side, and reaching its thinnest point at the thread root. Hot-dip galvanizing, on the other hand, results in the opposite, with a thicker coating deposited at the inner corners and the thread root. Mechanical plating has the same tendency for metal deposition as hot-dip plating, but it is smoother and has a much more uniform thickness across the entire surface.
- Hydrogen embrittlement
During fastener processing, especially pickling and alkaline washing before plating and subsequent electroplating, hydrogen atoms are absorbed onto the surface of the fastener. The deposited metal plating then traps hydrogen.
When the fastener is tightened, hydrogen is drawn toward the area of highest stress concentration, causing the pressure to rise above the strength of the base metal and resulting in tiny surface cracks.
Hydrogen is highly active and quickly seeps into the newly formed fissures. This cycle of pressure-rupture-penetration continues until the fastener breaks. This usually occurs within a few hours after the first application of stress.
Since mechanical zinc plating is non-electrolyte, this effectively eliminates the risk of hydrogen embrittlement. Furthermore, engineering standards prohibit hot-dip galvanizing of fasteners with a hardness higher than HRC35 (Imperial Gr8, Metric grade 10.9 and above). Therefore, hot-dip plated fasteners rarely experience hydrogen embrittlement.
- Adhesion
The coating should be cut or pried off with a firm blade tip and considerable pressure. If the coating peels off in flakes or skin-like form in front of the blade tip, exposing the base metal, it should be considered as insufficient adhesion.