What Is Cold Heading?
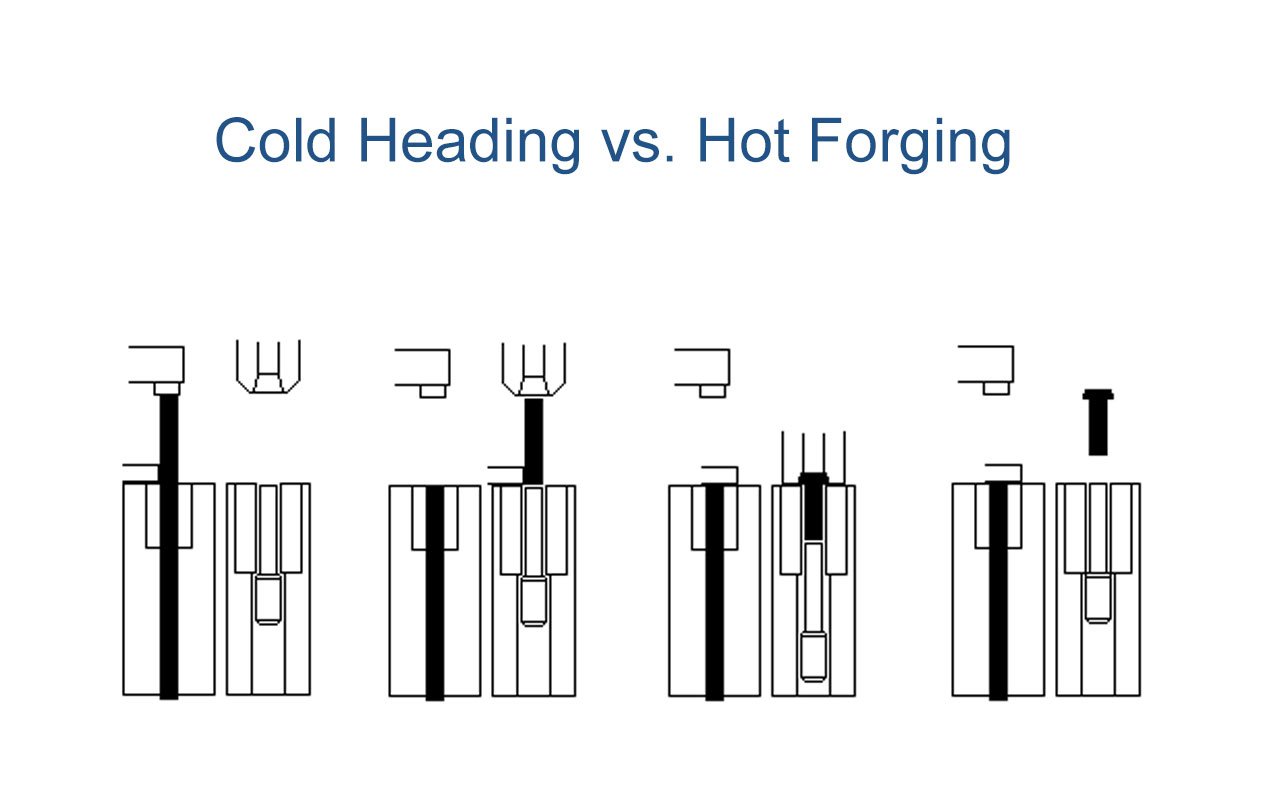
Cold heading is a non-cutting metal forming process that locally upsets metal wire at room temperature using dies. It reshapes metal through compressive force, redistributing and transferring its volume to produce the desired parts or blanks.
Materials can be copper, aluminum, carbon steel, alloy steel, stainless steel and titanium alloy, etc., and the material utilization rate can reach 80-90%. The cold heading process is carried out on a dedicated cold heading machine, which facilitates continuous, multi-station, and automated production.
The cold heading machine can sequentially complete processes such as cutting, heading, gathering, forming, chamfering, thread rolling, diameter reduction, and edge trimming. It has high production efficiency, exceeding 300 pieces/minute, and the maximum diameter of the cold-headed workpiece is 48 mm. It is suitable for mass production of standard fasteners such as bolts, screws, nuts, rivets, and pins.
What Is Hot Forging?
Hot forging is a process in which a metal billet is heated to a high temperature (usually 1150-1300°C) so that it is in a plastic state and then forged through a die. The heating temperature needs to be strictly controlled to avoid overheating or oxidization of the material.
Hot forging processes exhibit relatively low material utilization rates (approximately 60%-70%) due to potential oxide scale shedding during heating. However, they remain suitable for forging complex shapes or high-strength components such as large bolts and irregularly shaped parts.
Are Cold Heading and Cold Extrusion the Same?
Cold extrusion is at room temperature, the metal billet into the mold cavity, through the pressure to make it extruded from the die cavity, the metal in the extrusion process of plastic deformation, so as to form the required shape and size of the parts.
Cold heading and cold extrusion are deformation processes carried out under basically the same conditions, but they differ in operating methods and typical applications.
Cold heading is a forging deformation process for small to medium-sized parts and is widely used in the fastener industry. Cold extrusion, by contrast, is an extrusion deformation process more suitable for larger parts, with broader applications such as instrumentation, electrical equipment, aerospace, and shipbuilding.
In essence, cold heading is a type of cold extrusion. Simply put, in bolt manufacturing, hex head forming is cold heading, while shank diameter reduction is cold forging (forward extrusion). Non-trimmed hex flange bolts produced by multi-station forming involve both cold heading and cold forging. For hex nuts, the initial edge forming is done by cold heading, while the subsequent hole-forming process is cold forging (forward and backward extrusion).
| Characteristics | Cold Heading | Cold Extrusion |
| Forming | Using a cold heading machine, perform localized upsetting through stamping force (e.g., forming bolt and screw heads). | Using cold extrusion presses, which rely on extrusion pressure to achieve overall plastic deformation, enables the production of complex-shaped components such as gears, shafts, and irregularly shaped parts. |
| Material Utilization Rate | High (80%-90%), reducing machining | Material-saving and highly efficient, reducing or eliminating subsequent machining |
| Production Efficiency | Extremely high (>300 pieces/minute), suitable for mass production | High-speed production (approximately 100 pieces per minute), suitable for medium to large precision parts |
| Accuracy and Surface Quality | High dimensional accuracy and excellent surface finish | High dimensional accuracy (IT7-IT8 grade), low surface roughness |
| Mechanical Properties | Continuous grain flow lines enhance strength. | Excellent strength and wear resistance due to large plastic deformation of the material |
| Mold Requirements | Cold heading dies consist of two components: a male die and a female die. Featuring a modular design, they are equipped with temperature monitoring and cooling systems. | Requires high strength and toughness, features complex structures, and poses significant manufacturing challenges. |
| Initial investment | Equipment is expensive (multi-station automated machine tools) | Mold costs are high, and equipment primarily consists of large-tonnage presses. |
Process Characteristics
| Cold Heading | Hot Forging | |
| Features | High surface finish with continuous grain flow, offering excellent fatigue resistance; High dimensional accuracy, reducing the need for subsequent machining. | Material plasticity is enhanced, enabling forging of complex shapes; Strength and hardness are increased after heat treatment (e.g., Grade 10.9 bolts require hot forging + quenching and tempering). |
| Limitations | Material plasticity needs to be good, otherwise it is easy to crack; high hardness material needs to be annealed to reduce the molding load. High investment in equipment, but low cost per piece; no heating process, energy saving and environmental protection. | The surface is easy to oxidize and requires subsequent grinding; high energy consumption for heating and increased costs. Heating produces oxidized skin, requiring additional treatment. |
Applications
- Cold heading: Widely used in the automotive, machinery manufacturing, electronics, and other industries for small standard parts (such as bolts, screws, and nuts below M27).
- Hot forging: Suitable for high-strength, large-sized components in aerospace, energy equipment, and other fields (e.g., wind turbine bolts, high-temperature alloy bolts).