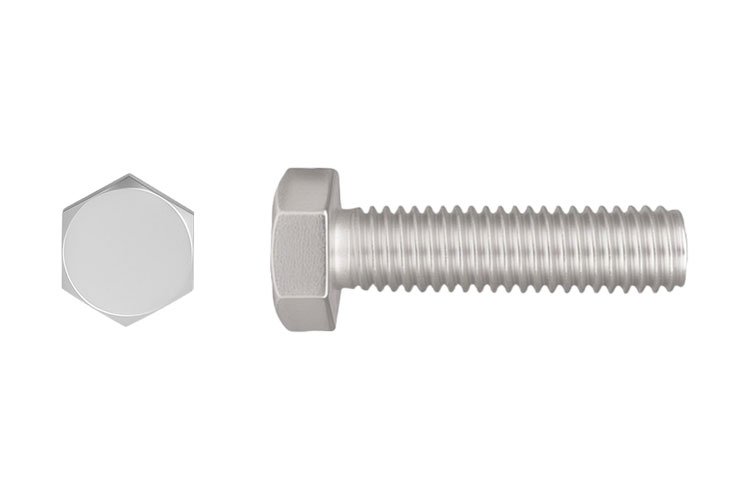
What Is a Hex Bolt?
A hex bolt is an external threaded fastener composed of a hexagonal head and a cylindrical shank, which can be fully or partially threaded. It is used together with a nut to fasten two components with through-holes. This type of connection is called a bolted joint.
Hex bolts are sometimes also called hexagon bolts, hexagon screw head bolts, hex-cap screws, or hex cap bolts. They are available in a variety of sizes, materials, surface treatments, and performance grades, with threads standardized in either imperial or metric systems.
Standards for Stainless Steel Hex Bolts
- ISO 3506-1/2: specifies the chemical composition, physical properties, marking and mechanical properties of stainless steel screws, divided into A, B, C, D four grades (such as A2-70 indicates A2 stainless steel, strength class 70).
- DIN 933/931 (German standard): specify the size, chemical composition and mechanical properties of full/half-threaded stainless steel hexagon socket head cap screws.
- ANSI B18.2.1 (U.S. standard): covers stainless steel hexagon socket head cap screws and nuts size standards and quality levels.
Uses of Hexagonal Bolts
Hexagonal bolts are widely used in a variety of industries and fields.
- Factory
- Bridge
- Roads
- Automobile
- Mechanical equipment
- Electronic appliances
Common Anti-Loosening Measures for Hex Bolts
- Spring Washer
Place a spring washer under the nut. The elastic deformation of the washer generates rebound force, maintaining clamping and friction between the threads.
- Double Nut
Use two nuts tightened against each other. The opposing force between the nuts increases friction in the threads.
- Self-Locking Nut
Use nuts with a self-locking function, such as nylon-insert lock nuts or metal lock nuts.
- Cotter Pin with Slotted Nut
Drill a small hole at the end of the bolt. After tightening the nut, insert a cotter pin through the hole and the slot in the nut, then bend the pin to prevent loosening.
- Lock Washer
Use a washer with locking ears. After tightening the nut, bend the ears to press against the nut and the connected part.
- Wire Locking
Insert low-carbon steel wire through holes in a series of bolt heads to link them together, restricting movement.
- Spot Welding
Perform spot welding between the nut and bolt contact surfaces to make them a single unit.
- Riveting
Rivet the nut and bolt together for permanent fastening.
- Thorn Thread (Tang Thread)
Special thread design generates self-locking force when the bolt and nut are tightened.
- Thread Locking Adhesive
Apply liquid adhesive on the mating threads, such as anaerobic glue or threadlocker, to prevent loosening.
- Toothed Hex Flange Bolt
The flange of the bolt has angled teeth that embed into the surface of the connected part during tightening, increasing friction and preventing loosening.
How to Install Hex Bolts?
Tools and Material Inspection
- Torque Wrench: Use a torque wrench set to the specified torque value (e.g., initial torque for M16 bolts is about 100 N·m).
- Washer Matching: Select flat or spring washers and check for flatness to prevent deformation affecting sealing.
- Bolt Inspection: Ensure the zinc coating is intact and free of rust or scratches; clean the surface with a cloth soaked in alcohol if necessary.
Thread Preparation
- Cleaning and Lubrication: Use a brush to remove debris from threads and apply molybdenum disulfide grease on bolts to reduce friction.
- Specification Verification: Check the fit between bolt and nut with a thread gauge to ensure no cross-threading or jamming.
Preliminary Positioning
- Hole Alignment: Insert the bolt vertically through the through-hole of the connected parts and hand-tighten the nut until it contacts the surface, avoiding tilting.
- Temporary Fixing: For large structures (e.g., steel frameworks), use temporary bolts to fix the position first, then replace with permanent bolts.
Initial Tightening and Marking
- Initial Torque: Apply 50–70% of the standard torque (e.g., initial tightening for M20 bolts ≈150 N·m) to ensure even load distribution.
- Marking: Use a white oil-based marker to mark the bolt, nut, and washer for easy subsequent inspection.
Final Tightening and Angle Control
- Angle Method: Starting from the initial torque state, rotate the nut to the specified angle using a torque wrench (e.g., 120°±30°) to achieve the required preload.
- Staged Tightening: For high-strength bolts, perform initial and final tightening in stages to avoid stress concentration from single-step tightening.
Torque Verification
- Final Torque Check: Use a torque wrench to verify that the final torque meets standards (e.g., Grade 10.9 bolts should comply with GB/T 3098.1).
- Critical Area Full Inspection: For bridges, wind tower tubes, etc., perform 100% torque verification and record all data.
Appearance and Dimension Check
- Surface Quality: Inspect bolt heads and nuts for cracks; ensure the zinc coating is intact and free from scratches.
- Exposed Thread Length: Ensure 2–3 threads are exposed; avoid too long (risk of collision) or too short (affects strength).
Functional Testing
- Load Test: Conduct static load tests (e.g., 24-hour holding load) and dynamic tests (e.g., vibration) to verify connection stability.
- Anti-Loosening Check: Ensure there is no co-rotation (nut and bolt turning together) or over-tightening; replace any non-compliant bolts if necessary.
How to Remove a Hex Bolt?
To unscrew the hex bolt, follow these steps:
- Choose the Right Wrench
Based on the type of bolt head, select an appropriate size of hex key or hex wrench. A hex key is suitable for bolts with an internal hexagon socket, while a hex wrench is suitable for bolts with an external hexagon head.
- Loosen the Bolt
Hex bolts are generally loosened in a counterclockwise direction (turn left). For accuracy, check any markings on the bolt or refer to the relevant technical documentation.
- Apply Torque
Hold the handle of the wrench and apply steady torque in a counterclockwise direction to loosen the bolt. If the bolt is tight, gradually increase the force, but avoid excessive force to prevent damaging the bolt or wrench.
- Auxiliary Tool
If the bolt still cannot be loosened, you may try using an adjustable wrench, socket wrench, impact drill, or power tool to assist with removal. These tools can provide greater torque, helping you loosen the bolt more easily.
- Use Lubricant
If the bolt is rusted or stuck, spray lubricant (e.g., WD-40) between the bolt and nut. Wait a few minutes for it to penetrate, then try loosening again.
You may also use tapping, heating, or cutting to assist removal. Note: These methods may damage the bolt or surrounding parts, so use them cautiously.
If the bolt is damaged or broken, professional bolt removal tools or services may be required. These specialized tools provide more effective removal methods to safely resolve the issue.
Hex Bolt Sizes and Specifications
| Diameter | M5 to M64(or 1/4″, 3/8″, 1/2″, 3/4″) |
| Length | 8mm to 200mm(or 5/16″ to 8″) |
| Thread | Metric coarse thread, metric fine thread, and imperial thread. |
| Materials | Carbon steel, alloy steel, stainless steel (A2, A4), aluminum alloy, copper alloy, nylon. |
| Surface Treatment | Bright zinc, colored zinc, hot-dip galvanized (HDG), black oxide, natural finish, eco-friendly Dacromet. |
| Standard | DIN 931, ISO 4014, DIN 933, ISO 4017, ASME B18.2.1. |
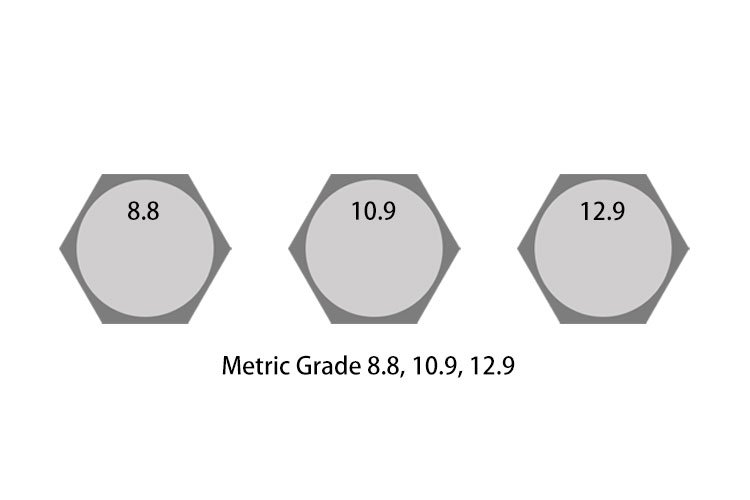
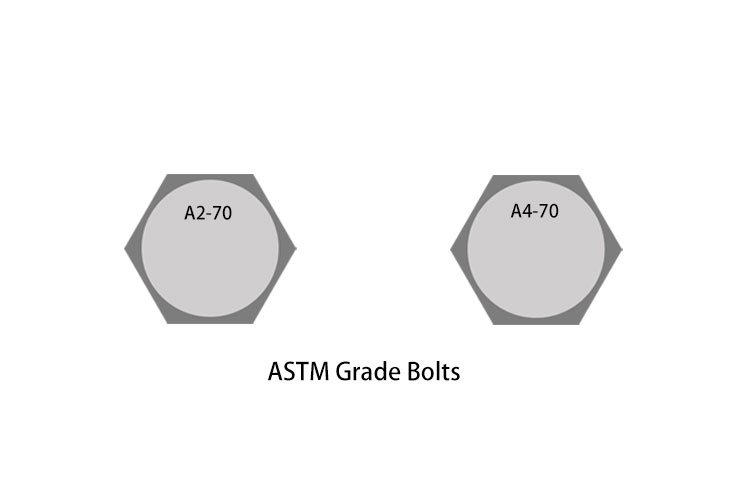
Hex Bolt Markings and Strength Grades
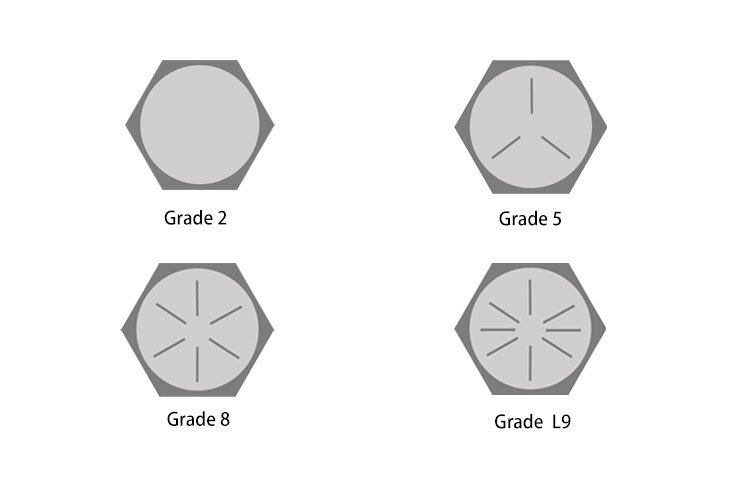
| SAE Hex Cap Screw Grades | Grade 2, Grade 5, Grade 8, Grade L9. |
| Metric Hex Cap Screws Grades | Grade 4.8: Tensile strength 400 MPa, yield strength 320 MPa. Grade 5.8: Tensile strength 500 MPa, yield strength 400 MPa. Grade 6.8: Tensile strength 600 MPa, yield strength 480 MPa. Grade 8.8: Tensile strength 800 MPa, yield strength 640 MPa. Grade 9.8: Tensile strength 900 MPa, yield strength 720 MPa. Grade 10.9: Tensile strength 1000 MPa, yield strength 900 MPa. Grade 12.9: Tensile strength 1200 MPa, yield strength 1080 MPa. |
| ASTM Grade Bolts | A2-70, A4-70, A2-80, A4-80. |
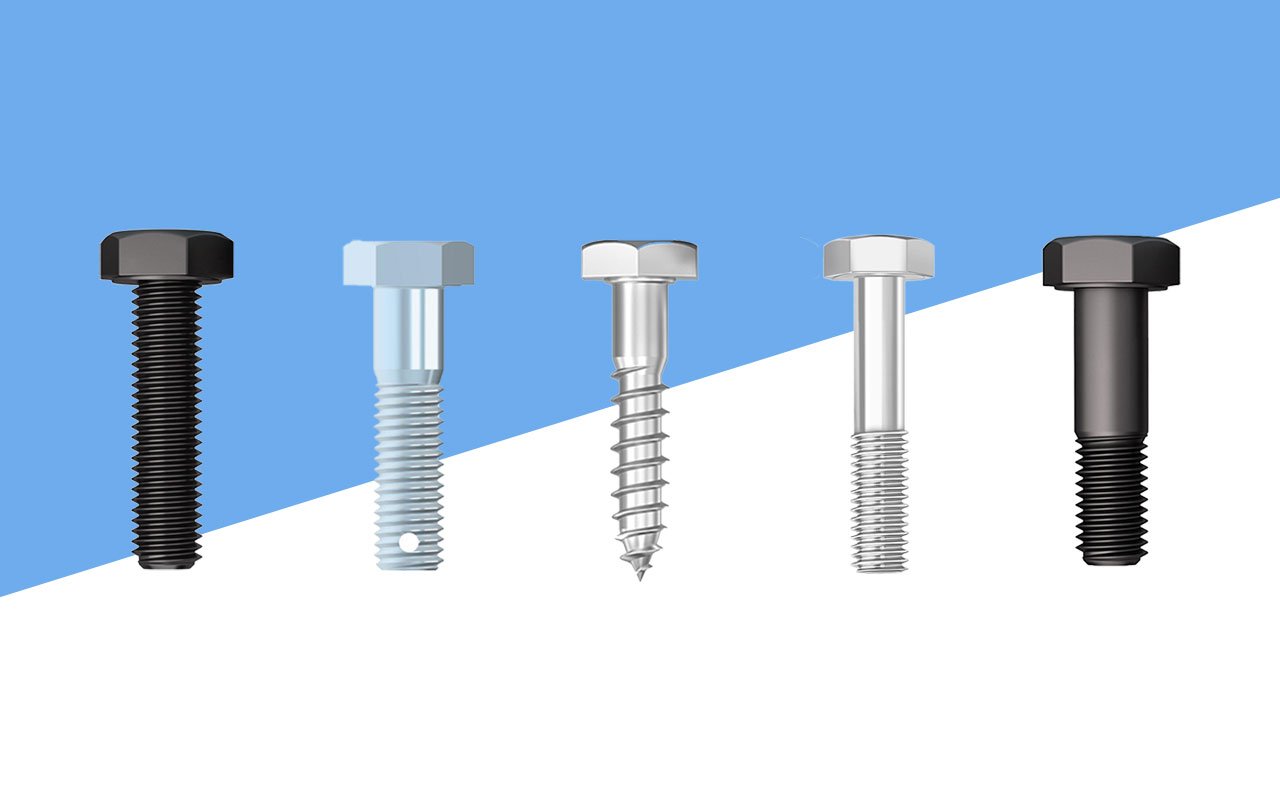
What Types of Hex Bolts Are There?

Brass Hex Head Bolt
Brass hex bolts offer excellent corrosion resistance and electrical conductivity while minimizing spark generation, making them suitable for electrical equipment, piping systems, and explosion-proof environments. Their attractive appearance also makes them a common choice for decorative or visible installations.

Carbon Steel Hex Flange Bolt
Carbon steel hex bolts are the most widely used type, offering advantages such as high strength, low cost, and comprehensive specifications. Through heat treatment and surface finishing (such as galvanizing, blackening, and Dacromet coating), they can meet various strength grades and corrosion resistance requirements, making them extensively used in construction, machinery, automotive, and infrastructure projects.

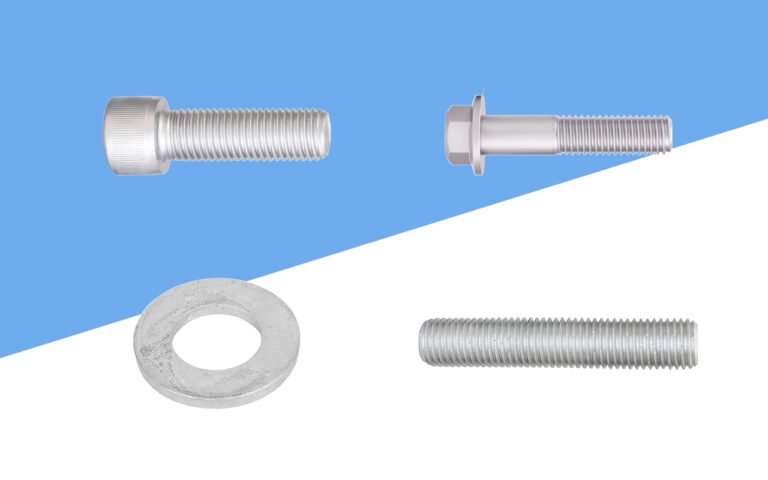
Fully Threaded Hex Bolt
The fully threaded hex bolt features threads covering the entire shaft, enabling clamping and adjustment at multiple points.

Partially Threaded Hex Bolt
Half-threaded hex bolts feature a section of smooth, unthreaded shaft beneath the head, enhancing shear strength and structural stability at the connection point. This design makes them more suitable for dynamic loads or structural connections.

Stainless Steel Hex Bolt
Stainless steel hex bolts offer excellent corrosion resistance, strength, and aesthetic appeal. Common standards include DIN 933 (fully threaded), DIN 931 (partially threaded), ISO 4017, and ISO 4014. They can be used with stainless steel nuts and washers.
Grade A2 stainless steel hex bolts are recyclable and cost-effective; Grade A4 316 contains molybdenum for enhanced corrosion resistance.

Titanium Alloy Hex Bolt
Titanium alloy hex bolts feature high strength, low density, and excellent corrosion resistance, significantly reducing weight while maintaining structural integrity. They are commonly used in aerospace, medical devices, marine engineering, and high-end industrial applications, though they carry a relatively high cost.
Aluminum Hex Bolt
Aluminum alloy hex bolts are lightweight, corrosion-resistant, and offer excellent electrical and thermal conductivity. They are suitable for weight-sensitive applications requiring moderate strength, such as electronic devices, automotive components, and lightweight structural assemblies.
What Are the Common Failures of Hex Bolts?
- Thread wear
Thread profile becomes blunt, resulting in increased clearance. Frequent disassembly, sand particle intrusion, and insufficient lubrication.
For example, bolts in wind turbine gearboxes experience thread wear rates of 0.2 mm per year due to sand and dust ingress.
Apply anti-wear lubricant (such as MoS₂ grease) during installation. In highly contaminated environments, use sealed nuts or adhesive-coated bolts.
- Thread seized
The bolt and nut are seized and cannot be disassembled. Causes include high-temperature oxidation and improper material pairing (e.g., aluminum components paired with steel bolts).
For example, exhaust manifold bolts in automotive engines seize due to high temperatures, increasing repair labor time by threefold.
Anti-galling coated bolts (such as nickel-based alloy coatings) may be selected, and high-temperature lubricants (such as copper-based anti-seize compounds) should be used during installation.
- Slippage
Hex head edges are worn, causing tool slippage. Tool wear, excessive hammering, or overly soft material.
For example, at construction sites, the rate of stripped bolt heads reaches 15% due to the use of substandard wrenches.
A torque wrench can be used to control tightening torque. The head employs cold heading reinforcement to enhance surface hardness.
- Breakage
Bolt breakage occurs suddenly at the head or shank due to overload, hydrogen embrittlement, stress concentration, fatigue limit, or surface defects.
For example, hydrogen embrittlement fractures in chemical equipment bolts can trigger leakage incidents. Wind turbine blade bolts may fracture due to wind load fatigue, reducing their service life to 30% of the design value.
Select hydrogen embrittlement-resistant materials (e.g., 304 stainless steel) and avoid leaving acid pickling residues unneutralized (residual hydrogen ions). Opt for high fatigue strength materials (e.g., 35CrMoA) with surface roll hardening to increase fatigue life by 2-3 times.
- Corrosion
Rust and pitting corrosion appear on the bolt surface. Humidity, salt spray, and chemical media.
For example, bolts on offshore platforms corrode at an annual rate of 0.1 mm due to salt spray corrosion.
Select corrosion-resistant materials (such as 316 stainless steel, titanium alloys), with surfaces coated with anti-corrosion coatings like Dacromet or zinc diffusion.
- Hydrogen embrittlement (HE)
The bolt fractured abruptly without plastic deformation. Hydrogen atoms infiltrated during electroplating and pickling processes.
A case study revealed that high-load bolts in automobiles fractured due to hydrogen embrittlement, resulting in recall costs exceeding ten million dollars.
Post-electroplating hydrogen removal treatment (baking at 200°C for 4 hours), using coatings with no hydrogen embrittlement risk (e.g., mechanical zinc plating).
Failure Cases
| Industry | Fault Type | Analysis | Solution |
| Wind power | Fatigue fracture | Wind-induced alternating stress | Select 10.9-grade bolts + surface roll hardening |
| Automobile | Hydrogen embrittlement fracture | Hydrogen introduction in electroplating processes | Switch to Dacromet coating + low-stress electroplating |
| Chemical Engineering | Stress corrosion | H₂S environment + residual tensile stress | Select 316L stainless steel + solution treatment |
| Architecture | Thread wear | Sand particle intrusion + frequent disassembly | Switch to sealed nuts + regular lubrication |
Maintenance Strategies
- Regular Inspection
Use an ultrasonic thickness gauge to inspect thread wear. Verify preload with a torque wrench (deviations exceeding 15% require corrective action).
- Lubrication Management
Molybdenum disulfide grease for high-temperature environments; silicone-based lubricant for low-temperature environments.
Avoid using graphite-containing lubricants (which may absorb moisture and accelerate corrosion).
- Material Upgrade
Corrosion resistance: Carbon steel → Stainless steel → Nickel-based alloys.
High-temperature environments: Standard bolts → Heat-resistant steel (e.g., Inconel 718).
- Process Optimization
Add stress-relief annealing after cold heading.
Add a hydrogen removal baking process after electroplating.
Through the above measures, the failure rate of hex bolts can be reduced by over 80%, extending their service life by 2 to 5 times. In actual maintenance, a targeted maintenance plan should be developed based on equipment operating conditions, historical failure data, and cost budgets.
BD Fastener supplies custom hex bolts, hex screws, hex nuts, washers, and other fasteners. Contact our team online for your requirements.